
Featured image for What is furniture grade plywood? A Manufacturer’s Expert Guide to Quality & Mistakes
What is furniture grade plywood? A Manufacturer’s Expert Guide to Quality & Mistakes
Not long ago, a Polish buyer sent me a photo of what he called “furniture grade” plywood. It was littered with seams, patches, and more voids than his team expected. It’s a problem I see often, especially after 15 years working with European B2B importers: what factories mean by “furniture grade” can vary wildly—especially if you’re sourcing from different regions or chasing the lowest price.
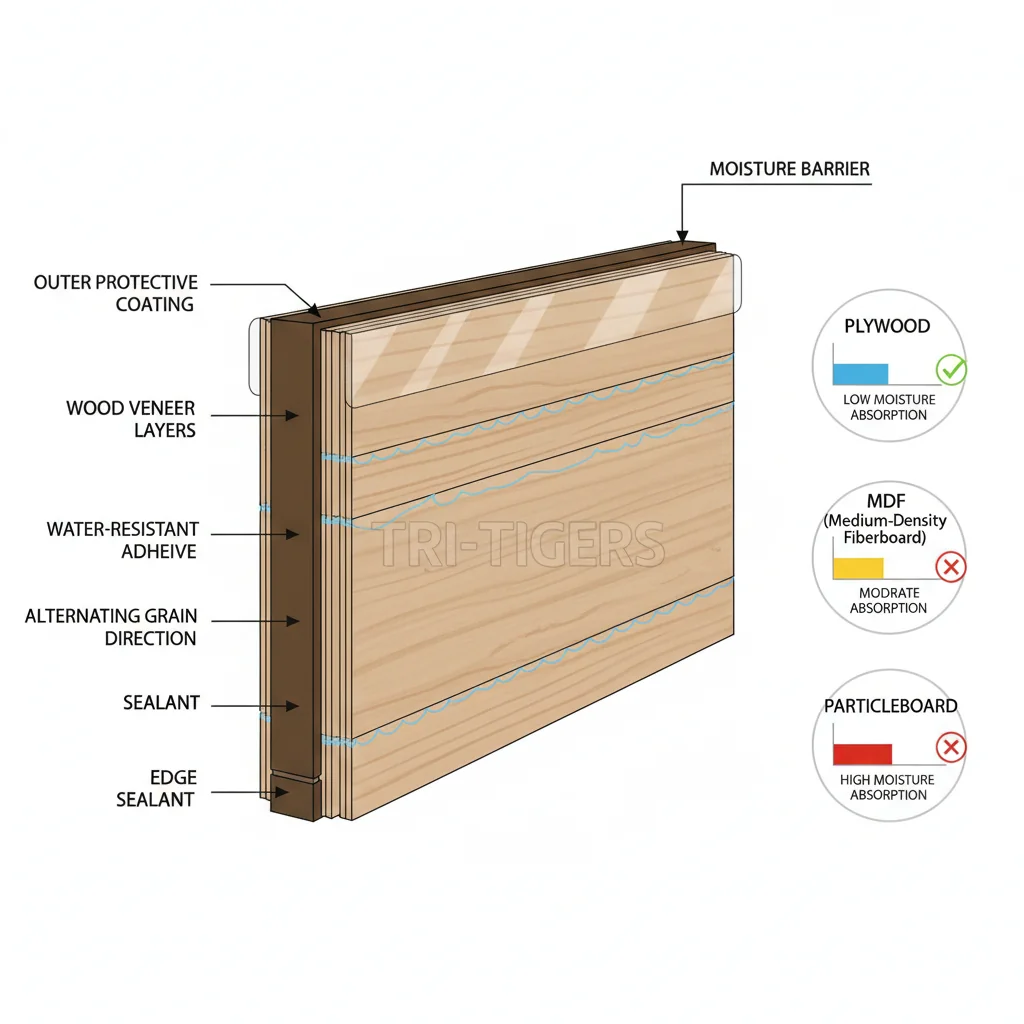
Furniture grade plywood is defined by a blend of superior face veneers, quality-controlled cores, and consistent dimensional stability. High-grade faces—AA or A in North American and B/BB for Baltic/European panels—allow minimal defects, with surfaces designed for visible, finished furniture parts. Internally, tight ply counts, calibrated thickness, and reduced voids ensure reliability in machining, edge strength, and appearance. Core and face specifications directly affect finish quality and structural longevity.
What Defines Furniture Grade Plywood Quality?
Furniture grade plywood is distinguished by its superior surface appearance, high-quality core construction, and excellent dimensional stability. It uses select face veneers1—often A/AA grade or near-clear B/BB—designed to remain visible, with minimal defects. Premium cores feature more plies2, reduced voids, and tight tolerances, resulting in flat, machinable panels ideal for visible applications.

When I talk about real furniture grade plywood, I’m focused on two things: the faces you can actually see, and what’s hiding in the core. I’ve seen plenty of retailers in Germany and France get frustrated because “furniture grade” was stamped on the bundle, but the faces had patches or color mismatches. When I source true furniture grade, the face veneer must be AA or near-clear B/BB—flat, sanded, and clean enough for a transparent finish. Small pin knots are fine, but wide open defects or clumsy putty? That just won’t work for a visible cabinet side or shelf.
Internally, the core makes or breaks the panel. The best furniture grade plywood uses more plies—I usually look for 7 or 9 plies for a standard 18mm board—and they must be tightly bonded. More plies mean less risk of warping or those “crater” voids that ruin clean edge cuts. I had one UK client last quarter who switched to cheaper plywood; the voids inside meant half the screws weren't holding properly. For them, switching back to a denser, combi-core panel with tight tolerances cut their assembly rejects by about 30%. Flatness is also crucial—especially if you’re using CNC cutting or laminating directly to the surface.
In my experience, typical MOQs run 60–80 CBM per 40HQ, with 16–18mm thickness as the sweet spot for most cabinets and tabletops. Lead times from China or Vietnam are usually 35–45 days, but I always tell my clients to ask for a finished sample first. Inspect both the face and a core cross-section—reliability, machinability, and surface finish start right there. Proper plywood means less hassle and fewer warranty claims down the line.
Furniture grade plywood typically features face veneers graded as AA or near-clear B/BB, which are flat, sanded, and free from color mismatches to ensure suitability for transparent finishesTrue
True furniture grade plywood prioritizes high-quality face veneers like AA or B/BB without patches or discolorations, as these surfaces are visible in final furniture and must support finishes that highlight the natural wood grain. This distinguishes it from construction-grade plywood with rough or inconsistent faces.
Furniture grade plywood cores routinely contain large open defects and voids, as long as the face veneers are of high qualityFalse
Although face veneers are critical, the core quality cannot be compromised; large open defects or voids in the core weaken the panel and affect durability, making the plywood unsuitable for furniture applications despite the surface veneer quality.
Key takeaway: Furniture grade plywood combines high-quality face veneers, dense core construction, and precise manufacturing to achieve flat, stable, and visually appealing panels. These characteristics set it apart from structural or construction plywood, ensuring reliability, machinability, and a finish-ready surface for manufacturers and serious DIY furniture builders.
How Do Veneer Grades Impact Furniture Quality?
Face veneer grade3 determines the visual appeal and surface quality of furniture plywood. Premium A and AA (architectural) grades use single-piece or closely matched veneers with minimal defects, providing a smooth, attractive finish. Lower grades, like B or C, allow more noticeable repairs and roughness, often requiring extra finishing work. Grade selection directly influences cost, labor, and final furniture appearance.

The biggest mistake I see importers make is assuming “furniture grade” means top-tier faces—when, in reality, that label can cover everything from flawless AA down to patched-up C. I’ve worked with several importers in Germany who approved samples with clean, A-grade oak veneer but then found their bulk order had visible patchwork and rough grain on over 30% of the pieces. At that point, their teams spent another week sanding, filling, and color correcting—easily adding €8-10 in labor costs per cabinet. That’s not just a pain—it’s a direct hit to your margin.
Let me share something important about how face grades really impact the result. Architectural grade AA4 or A faces use single-piece or near-matched veneer sheets, tightly selected for color and grain. You’ll see almost no visible repairs, knots, or core telegraphing—ideal for tabletops, doors, or drawer fronts where every scratch or patch gets noticed. On the flip side, B and C grades have wider tolerance for color streaks, plugged knots, and even some open defects. C-grade isn’t just rough—it often requires heavy putty work before you can apply a finish.
From my experience, for a flat-pack dining table with a veneered 18mm plywood top, specifying an AA face veneer can reduce surface repair and preparation time by 60% compared to a B grade—that’s one reason I always recommend specifying a minimum A/B pairing for any visible surfaces. I suggest requesting large samples under good light and checking for tight grain and minimal fillers. It’s a simple step, but it avoids costly rework after the container arrives.
Furniture grade veneer can legally include up to 30% of sheets with visible patchwork or imperfections without losing its designationTrue
The term 'furniture grade' veneer is not strictly defined by flawless appearance, allowing veneers with some visible repairs or rough grain—up to approximately 30% of the batch—to be sold under this label, which can mislead buyers about actual quality.
Furniture grade veneer always guarantees flawless, AA-grade sheets throughout an entire shipmentFalse
No standard restricts furniture grade veneer to only flawless AA-grade sheets; bulk orders often contain lower-grade pieces requiring additional finishing work, meaning the label does not guarantee uniform top-tier quality in all sheets.
Key takeaway: Choosing AA or A face veneer grades ensures superior furniture finishes with minimal repair and preparation, ideal for visible surfaces. Lower grades like B and C increase labor and finishing costs, risking flaws in the final product. Always confirm specific grade pairings, not just ‘furniture grade’ terminology.
Why Does Plywood Core Construction Matter?
Plywood core construction and ply count directly impact panel performance in furniture manufacturing. High-quality cores feature multiple thin plies or engineered combinations like all-birch, minimizing voids and enhancing screw-holding, CNC machinability, and edge finishing. Panels such as Baltic birch5 set industry standards, while low-grade panels with gaps can cause edge blowout, weak fixation, and unstable cabinetry.

Most people don't realize that the core of a plywood panel determines if your furniture project stands up—or falls apart. I still remember a German importer who switched to a “bargain” plywood for flat-pack cabinets. By the time those pieces reached Hamburg, half the edges had blown out during assembly. That lesson cost them two orders and months of rework.
The main difference is in the details you can’t see. Quality cores have more—and thinner—plies, pressed with precision to avoid gaps or overlaps. Baltic birch panels6, known for 7 to 13 plies in a standard 18mm board, set the benchmark. Why so many layers? Each extra ply means better strength, more uniform thickness, and screw-holding that survives repeated assembly. I’ve watched CNC operators in Poland cut high-grade birch panels with barely any edge chipping. Try the same with a 5-ply combi core, and you’ll see splits, voids, and wobbly hinge plates.
To be honest, the spec that actually matters is what’s inside the board—not just the nice-looking face veneer. For 12mm or thicker panels, I suggest at least 5 plies, cross-laminated, with a clean glue line. Avoid anything with visible core gaps or a rough edge profile. Ask your supplier to send a cut sample and drive a 4x45mm screw into the edge—if it holds firm, you’re on the right track. For case goods and flat-pack projects, cutting corners on core quality almost always comes back to bite.
Furniture-grade plywood cores typically consist of 7 to 13 thin layers of wood veneer, each about 1 mm thick, pressed with high precision to ensure uniform bonding and minimize voidsTrue
High-quality plywood uses more and thinner plies to increase strength and stability, reducing the risk of edge blowout and warping common in furniture applications. Lower layer counts or thicker veneers compromise durability.
Furniture-grade plywood cores are primarily made with softwood veneers because they are more flexible and easier to shape than hardwood veneersFalse
Furniture-grade plywood cores use hardwood veneers to provide greater strength and resistance to deformation. Softwood cores are generally less dense and less stable, making them unsuitable for durable furniture pieces.
Key takeaway: Core construction and the number of plies are critical for plywood used in furniture. Well-bonded, void-free cores with multiple thin plies ensure stability, durability, and superior edge results—vital for CNC and precision casework. Always inspect core quality to avoid performance issues in finished pieces.
How to Match Plywood Face/Back Grades?
Plywood face/back grade pairings7 determine both aesthetics and cost efficiency in furniture manufacturing. Top-grade combinations like AA/AA, AA/A, or A/A are specified when both sides are visible, ensuring consistent, high-quality appearance. For carcasses with a hidden side, A/B or B/BB offer a clean show face and budget-friendly construction, while lower grades suit hidden surfaces only.

Let me share something important about plywood grade pairings—this choice impacts both your finished product look and your materials cost. A Polish importer contacted me last season about 18mm birch plywood for shelving units. He was worried that his previous order from another supplier had visible patches and color mismatches on the “good” face. When I checked his spec, it was A/C—that’s fine if the C side faces the wall, but the A side still had some patched areas because not all A grades are fresh-faced veneers. For open shelving or room dividers—where both faces show—I always suggest going with A/A or AA/A. These pairings cost around 15-20% more per cbm than A/B, but they prevent customer complaints and costly rework.
For typical kitchen or wardrobe carcasses, most German and UK clients stick with A/B or B/BB. That means the outside is clean—maybe two or three small plugs per sqm—while the back can have larger repairs or color variation. A 40HQ container fits around 1,100 sheets of standard 18mm plywood; choosing A/B instead of AA/A easily saves €60-€70 per sheet, adding up fast for large production runs. From my experience, always map your grade pairing to the panel’s actual visibility—specify A or AA where people look close, and use B or below only where nobody sees it.
I recommend requesting face/back samples for new projects—photos can hide a lot. It’s a small investment that avoids major quality issues down the line.
Furniture grade plywood typically requires both faces to be at least grade A or B to ensure minimal repair patches and consistent veneer qualityTrue
Furniture grade plywood standards prioritize both faces having minimal defects; an A/C grade allows the C face with more imperfections to be concealed, but the 'good' face might not be flawless if A grade veneers include patched areas, affecting appearance and finish quality.
Using A/C grade plywood for visible furniture surfaces is recommended to reduce cost without any compromise in appearance or durabilityFalse
A/C grade plywood uses a lower quality C face, which can have noticeable defects or color mismatches, making it unsuitable for visible furniture surfaces where appearance and surface quality are critical.
Key takeaway: Select face/back plywood grades based on panel visibility—specify A or AA for prominent sides in furniture, and reserve B or lower for hidden areas. This approach ensures premium appearance where it matters while optimizing material costs without sacrificing structural integrity.
Which Species Are Best for Furniture Plywood?
Hardwood face species8 such as birch, maple, oak, and cherry are preferred for furniture-grade plywood panels due to superior dent resistance, machinability, and finishing performance. Baltic birch is valued for its uniform color, fine grain, and exposed-edge use. For painted finishes, tight-grained birch or maple faces ensure smoother, more uniform surface results than softwood alternatives.

From my experience, the species you choose for plywood faces can make or break both the look and quality of a furniture project—especially for demanding European buyers. For example, last autumn, a French retailer switched from poplar-faced plywood to birch veneer and immediately saw fewer complaints about denting and sanding touch-ups. That’s because hardwood species like birch, maple, oak, or cherry stand up better to daily use and look more consistent after finishing. One thing I always highlight: Baltic birch (with both face and core in birch) is incredibly popular in Germany and the Nordics. It’s not just the pale color—customers there love leaving the edges exposed for a minimalist look. If you're planning to paint your furniture, I suggest choosing a tight-grained face species like birch or maple. I’ve noticed Polish factories achieve much smoother, more uniform painted results with birch-faced panels, compared to the telegraphing grain from softwoods. When it comes to high-end or “architectural” grade jobs, pay close attention to veneer matching and grading. In institutional or office millwork, a mismatch in grain or color across panels can ruin the whole installation. Here’s a table comparing the main hardwood options for furniture plywood:
| Species | Best For | Thickness Range | Finish Suitability | Typical Price (€/m²) |
|---|---|---|---|---|
| Birch | Exposed edges, painting, CNC | 9-21mm | Clear coat, paint | Medium-High |
| Maple | Painted surfaces, smooth finish | 12-18mm | Paint, stain | High |
| Oak | Visible grain, luxury projects | 18-25mm | Stain, clear coat | Very High |
Furniture plywood faces made from birch veneer typically achieve a Janka hardness rating above 1200 lbf, improving dent resistance compared to poplar veneer, which rates around 540 lbfTrue
Birch is a hardwood with a high Janka hardness, making plywood faces more durable and resistant to dents and scratches, which is critical for furniture subjected to daily use. Poplar, being a softer hardwood, is more prone to surface damage, leading to increased complaints in demanding markets.
Poplar-faced plywood generally offers better finishing consistency and a finer grain structure than cherry or oak veneers, making it preferred for high-end furniture applicationsFalse
Poplar has a coarser grain and inconsistent coloring compared to hardwoods like cherry and oak, which provide a more uniform and attractive finish. High-end furniture typically favors hardwood veneers for their aesthetic and durability advantages.
Key takeaway: Selecting the right face species—such as birch, maple, oak, or cherry—directly affects the appearance, durability, and finishing quality of furniture-grade plywood. Higher grades offer better color and grain consistency for demanding applications, reducing visible mismatches and touch-ups in high-end and architectural projects.
How Do Glue and Emissions Affect Plywood?
Glue type and formaldehyde emissions determine where furniture grade plywood panels can be safely used. Standard and MR glues suit interior furniture, while BWR or exterior bonds are preferred for humid or wet areas. Low-emission certifications like E0/E1, CARB Phase 2, or F4 Star are critical for export compliance, residential health, and regulatory approval.

Most buyers I meet get distracted by the face veneer and forget how much the glue type impacts where the plywood can actually go. Take last quarter—a distributor from France needed 15mm birch plywood for bathroom vanities. Their first sample looked fine, but the manufacturer had used standard UF (urea-formaldehyde) glue. Within six months, panels started delaminating in humid conditions. For kitchens, bathrooms, and anywhere you expect moisture, always specify BWR (boiling-water-resistant) glue or an exterior bond. The price difference? Usually less than 10% at FOB, but you avoid major after-sales headaches when panels hold up under steam and spills.
To be honest, formaldehyde emissions have become even more critical, especially for the German and Nordic markets. Many of my clients there won’t accept anything above E1. E0 is becoming common for nursery or healthcare furniture—those panels test at $\le 0.05$ ppm. One 40HQ container of E1-certified, 18mm poplar core plywood holds about 1,100 sheets. The factory must supply a valid test report from an EN-accredited lab, not just a self-declaration. I’ve seen Polish retailers held up at customs because the supplied paperwork only mentioned “E1” with no official stamp.
Here’s my suggestion: Always request the actual glue type and the most recent emission certificate—preferably from a third-party lab. Don’t rely on verbal promises, especially for export orders. This small step up front saves months of trouble and keeps your product moving into Europe without costly delays or callbacks.
Furniture-grade plywood typically requires the use of BWR (boiling-water-resistant) glue to prevent delamination in high-humidity environments such as kitchens and bathroomsTrue
BWR glue withstands prolonged exposure to moisture and boiling water without breaking down, making it essential for plywood used in wet areas. Standard UF glue tends to degrade and cause delamination under such conditions, compromising durability.
The appearance and thickness of the face veneer are more critical to plywood performance in moist environments than the type of adhesive usedFalse
While veneer quality affects aesthetics, it is the type of adhesive—especially BWR glue versus UF glue—that primarily determines plywood's resistance to moisture-induced delamination and long-term structural integrity in humid conditions.
Key takeaway: Selecting the correct glue type and ensuring low formaldehyde emissions are essential in furniture grade plywood. These choices impact long-term durability, regulatory compliance, and occupant health—especially in kitchens, bathrooms, and export markets. Always verify glue specifications and third-party emission certifications before specifying or purchasing panels.
How Do Furniture Grade Plywood Costs Compare?
Furniture grade plywood costs 20–60% more than basic construction panels, owing to higher veneer quality, denser cores, and tighter tolerances. Despite lower up-front prices, lower-grade plywood often incurs hidden labor, finishing, and waste costs, making premium panels potentially more economical per finished unit, especially for exposed components requiring superior appearance and dimensional consistency.

Most buyers look at panel price first, but I've seen too many projects in Germany and the UK where “cheaper” plywood turned out to be expensive in the end. Furniture grade plywood does cost 20–60% more than generic construction panels at first glance. The reason? Higher-quality face veneers, denser core layers, and tighter thickness tolerance. That means fewer surface defects, less sanding, and far less risk of surprises during assembly.
Here’s a real-world scenario: a Polish retailer ordered flat-pack wardrobes with 18mm grade B/C plywood for backs and hidden shelves to save money. On paper, the FOB price was 25% cheaper than AA/A core grade. But production hit a wall—core voids and thickness variation9 meant more rejects and patching. Extra labor alone added €3–4 per unit, and around 8% of panels failed quality checks. After tallying hidden expenses, they spent about 15% more per finished wardrobe than if they’d specified furniture grade for exposed sections.
Strategically mixing panel grades delivers the best value—I recommend using AA/A for doors, drawer fronts, or carcass sides that face the customer, and B/BB or C for hidden parts. Don’t forget your finishing method matters: lower-grade surfaces absorb paint unevenly or show veneer patches. I suggest always requesting test samples, and running a cost analysis per finished unit, not just per CBM. Here’s a practical comparison:
| Grade | Typical Use | Cost vs. Construction Plywood | Hidden Cost Risk |
|---|---|---|---|
| AA/A | Visible doors, tabletops | +60% | Low |
| A/B | Cabinet sides, shelving | +30% | Medium-Low |
| B/C | Hidden backs, sub-floors | +10% | High |
Furniture grade plywood typically maintains thickness tolerances within ±0.2 mm to ensure better fit and finish during assemblyTrue
Higher-grade plywood uses stricter manufacturing controls to keep thickness variations minimal, which reduces the need for on-site sanding or adjustments and improves the consistency of joinery. Generic construction plywood often allows wider thickness tolerances of ±0.5 mm or more, leading to greater assembly challenges.
Furniture grade plywood is primarily distinguished by using softwood face veneers because they provide superior surface smoothnessFalse
Furniture grade plywood generally uses hardwood face veneers, such as birch or maple, because hardwoods have finer grain and greater durability, resulting in smoother surfaces and better finishing properties. Softwoods are more common in generic construction plywood and do not achieve the same quality level for fine furniture applications.
Key takeaway: Premium furniture grade plywood may have a higher initial cost, but reduces hidden costs from reworking, waste, and finishing defects. Strategic selection of panel grades for visible and hidden parts can optimize overall lifecycle costs, offering better quality and cost efficiency than simply choosing the cheapest options.
How to Verify Furniture Grade Plywood Quality?
Verifying true furniture grade plywood requires specifying recognized veneer grades (AA/A, A/B), core types (all-birch, combi, MDF), glue class, thickness tolerance, and emission standards such as HPVA/ANSI or EN 636. Demand mill certificates and inspect physical samples. Check for surface uniformity, core integrity, and performance in screw holding and finishing before committing to large orders.

Last month, a buyer from Germany asked me to clarify what “furniture grade plywood” actually means. Honestly, this term is far too vague—it’s not a formal standard. What counts is what’s underneath. If you want consistent results, you need to demand specifics right from the Request for Quote (RFQ) stage.
Start with the veneer grade. For upscale furniture sold in France or the UK, I usually recommend AA/A or A/B faces—clean, defect-free, and suitable for a clear lacquer finish. Next, pin down the core type. All-birch is best for strength and stability, but many suppliers will try to swap in “combi” (birch+poplar) or full poplar to cut costs. To be honest, unless you specify, you might not get what you expect. I’ve seen container loads for Polish retailers rejected because of massive core voids in boards they thought were “furniture grade.”
Ask for formaldehyde emission data—E1 ($\le 0.1$ ppm) is a minimum for Europe, with E0 ($\le 0.05$ ppm) increasingly preferred. Always request a mill certificate with EN 636 or EN 314 reference, and never accept a generic PDF. Real compliance means a test date and batch number.
Before shipping, insist on physical samples. Inspect both faces in good light and cut a cross-section to look for voids, overlaps, or crumbling lines. I suggest running screw holding or hinge tests too. For full container orders—especially if you’re in the UK or Netherlands—consider third-party inspection before the goods leave the factory. It’s easier (and much cheaper) to reject a pilot batch than a 40HQ container at the port.
Furniture grade plywood intended for upscale European markets typically requires face veneers graded AA/A or A/B to ensure defect-free surfaces suitable for transparent finishesTrue
In furniture manufacturing, AA/A or A/B veneer grades indicate high-quality, clean faces without knots or discolorations, crucial for visible surfaces that receive clear lacquer or varnish in markets like France and the UK. These specifications help guarantee consistent aesthetic results.
Using any type of core material in plywood does not significantly affect the classification as furniture grade plywoodFalse
The core type of plywood—such as all-birch, hardwood, or mixed species—critically impacts its mechanical strength, stability, and suitability for furniture. Different core constructions can affect screw holding capacity and resistance to warping, making core specification a vital factor in defining furniture grade plywood.
Key takeaway: The term 'furniture grade plywood' is loosely defined, so precise verification is critical. Specify formal standards, examine mill documentation, inspect physical samples for defects or inconsistencies, and request performance tests. Do not trust generic claims without proof—define requirements in writing and confirm compliance through inspection.
How Should Furniture Plywood Be Finished?
Proper finishing of furniture grade plywood involves sealing all faces and edges with a suitable primer or sealer, followed by a compatible topcoat such as polyurethane (PU), acid-catalyzed (AC), or high-quality water-based systems. This prevents moisture ingress, swelling, and delamination. Kitchens and baths require extra water resistance, while commercial settings demand tougher, wear-resistant finishes.

Here’s what matters most when preparing furniture grade plywood for export—especially if you’re targeting demanding markets like Germany or the Nordics. The biggest risk with unfinished plywood isn’t the face, but the exposed edges. From my experience, most panel failures—like swelling, edge lifting, or even full delamination—start right at those cut edges. Even the best A-grade birch core won’t survive a busy kitchen or commercial setting if the finish isn’t done properly.
I worked with a Polish buyer last winter sourcing 18mm E1 plywood shelving. Their old supplier skipped edge sealing—they just sprayed the top face. Result? After six months, almost 30% of the units in wet zones started swelling and splitting, leading to warranty claims. We switched to double sealing all faces and especially the edges: first with a water-resistant primer10, then a tough PU topcoat. The callback rate dropped to under 2%. That’s a massive improvement with just a few extra minutes in production.
For kitchens, baths, or shops, I always specify water-repellent finishes plus thicker PVC edge banding (1mm-2mm) around all doors and worktops. If you’re ordering in bulk—say, 1,000 units per 40HQ—insist on factory photos of edge treatment, not just face quality. Lead times may stretch 3-5 days longer, but the protection is absolutely worth it.
My takeaway? Never cut corners on finishing, especially at the edges. Proper sealing turns average plywood into long-lasting furniture—and saves you expensive surprises down the line.
The primary failure mode in furniture plywood used in kitchens often originates from swelling at the exposed edges rather than on the face veneerTrue
Exposed edges absorb moisture more readily because they lack the protective surface finish of the face veneer, causing swelling, edge lifting, and delamination even when the core is high-quality, such as A-grade birch. Proper edge sealing is critical for durability in humid commercial environments.
Applying a uniform finish only to the plywood face veneer is sufficient to protect furniture-grade plywood from swelling and delamination under commercial useFalse
Focusing finishing solely on the face veneer leaves the cut edges vulnerable to moisture ingress. Most panel failures start at these exposed edges, so comprehensive finishing including edge sealing is required to maintain plywood performance in demanding conditions.
Key takeaway: Correctly sealing and finishing both the faces and especially the cut edges of furniture grade plywood is essential to protect against moisture and wear. Failure to do so risks swelling, delamination, and potential warranty issues, even with top-quality panels—proper practice dramatically extends service life in all use environments.
Conclusion
We've looked at what sets furniture grade plywood apart—high-quality face veneers, dense core layers, and careful production for flat, stable panels that are easy to finish. From my own experience, I can tell you it’s the “quote-to-container gap” that trips up many first-time buyers. The price might look right, but inconsistent packing, mismatched core material, or even small veneer defects can add costs and headaches down the line. I always suggest requesting detailed packing specs and an actual sample before approving production—seeing is believing in this business. If you have questions on how to assess panel quality or need help choosing a plywood spec for your market, feel free to get in touch. Every sourcing situation is different—your choice should match your business model and customer needs.
References
-
In-depth info on face veneer grades, defect tolerance, and finishing quality for visible plywood applications. ↩
-
Technical insights on how increased ply count reduces warping, voids, and improves flatness for woodworking precision. ↩
-
In-depth insights on how face veneer grades impact surface finish, labor costs, and final product quality in furniture manufacturing. ↩
-
Expert analysis of architectural grade AA veneers, focusing on defect tolerance, color matching, and applications in premium furniture. ↩
-
In-depth insights on Baltic birch’s uniform color, fine grain, and popular minimalist exposed-edge use in European markets. ↩
-
Detailed overview of Baltic birch's ply structure, edge stability, and CNC machinability for premium furniture applications. ↩
-
In-depth explanation of plywood grade pairings and their impact on aesthetics, durability, and cost efficiency in manufacturing. ↩
-
Expert analysis on superior dent resistance, machinability, and finishing performance of birch, maple, oak, and cherry veneers. ↩
-
Technical insights into quality failures, labor costs, and waste caused by core voids and thickness inconsistencies in plywood manufacturing. ↩
-
In-depth explanation of water-resistant primers for plywood, detailing moisture prevention and durability improvements in wet environments. ↩
Published: 2025-12-29